ساختار سنگ
چگونگی قرار گرفتن ذرات ساینده نسبت به یکدیگر را ساختار سنگ می نامند.اگر دانه ها خیلی نزدیک به هم باشند (فشرده)واگر دور از یکدیگر باشند (باز)می نامند
چگونگی عملکرد سنگ متاثر از عوامل زیر است:
1. درجه سنگ
2. استحکام
3. اندازه دانه
4. سختی وتردی
5. شکل لبه های برنده دانه ها
6. عوامل فرایند(سرعت،بار،روانکارها� �� � خنک کننده ها)
نسبت سنگ زنی G
با کنده شدن دانه ها اندازه سنگ تغییرمیکند که آنرا نسبت سنگ زنیG می نامند. که به صورت اینچ مکعب ماده مصرفی تعریف می شود در سنگ زنی معمولی نسبت سنگ زنی در محدوده 1به20 تا 1به80 است. این میار نشان دهنده میزان کاری است که در طول عمر خود انجام می دهد.
سایش وصیقل دادن
سائیدن ناهمواریهای سطح وچسب اضافی را برطرف می کند،ضخامت کلی را کاهش می دهدوهر گونه دگرشکلی سطح ناشی از برش خوردن را می زداید وبرای صیقل دادن بعدی سطحی صاف وهموار آماده می سازد. از این رو الزامی است که سایش خود ،سب هیچگونه دگرشکلی (بر اثر فشار یا حرارت) نشود.آلاینده هایی (از محیط یا ماده سائیده)داخل می شود که حاصل آن کندن سطح کانی است وشاید،خود بخشی از آن را آلوده می سازد وسبب خراش نمونه های بعدی می شود.ترکیبات ومواد بکار رفته در سایش در اندازه های سنگ ریزه یا گریتgrit ومش mesh یا ذرات ریز در حد روزنه (اندازه های میکرونی micron size) است.(جدول1-3) ساینده های معین وثابت (الماس، سنگ یا خاک سمباده یا ایمری emery ) نشانده شده در فلز،اپوکسی یا کاغذ(سنگ سمباده یا کاغذ سمباده) از این رو که سطحی یکنواخت در برابر کانی می گسترانند، بر ساینده های سست برتری دارند.
صیقل دادن ، در حقیقت تداوم سایش وبکارگیری فزاینده از ساینده های ریزتر وریزتر است که هدف زدودن لایه سطحی دگر شکلی وایجاد سطحی است که بدور از هرگونه خراش باشد.
صیقل لرزشی
صیقلی کردن نوسانی یا لرزشی vibropolishing از عملکرد های مفید وموثردر مرحله انتهایی یا پایانی به شمار می رود وتنها هنگامی موفقیت آمیز است که بر روی سطحی از نمونه که از ابتدا صاف ویکنواخت بوده انجام پذیرد. متاسفانه در این روش چنانکه نمونه در برگیرنده کانی های به نسبت سخت ونرم ،بگونه ای همبود،باشد برجستگی بالایی را در نمونه صیقل شده پدید می آورد.
صیقل الکترولیتی
در روش صیقلی کردن با الکترولیت electrolyte polishing مواد از روی نمونه به صورت الکتریکی ومکانیکی برداشته می شود.بطور معمول ،یک سیال الکترولیتی etching ونیز خورنده شیمیایی etchant باید از نظر شیمیایی فعال باشد..در نتیجه این احتمال وجود دارد که شماری از فاز های کانیایی ،مانند نقره یا بیسموت را از نمونه خارح سازند.
برش های صیقلی شده نازک polished thin section
با توجه به اینکه در بیشتر کان سنگ ها ،کانی های کدر وشفاف همبود یکدیگرند ،در یک بررسی یا پژوهش کامل ودقیق ،کاربردر میکروسکپ باپرتوهای عبوری وبازتابی الکترونی گریزناپذیر می نماید. این نیاز به گسترش وتکامل روش های تهیه برش های نازکی انجامید. حدود 3 0/ . میلیی لیتر ضخامت )که سطح رویی پوشانده نشده بالامل، یا هر دو سطح آن صیقلی شود ( برش های نازک دو طرف صیقلی شده ).با این روش بافت هایی معین ومشخص که در برش های صیقلی معمولی (یعنی نمونه های قالبی وصیقل شده )،در برش های نازک ((سنگ شناسی)) وحتی در برش های صیقلی نازک (از یک طرف صیقل شده)، دیده نمی شود. در برش های صیقلی شده از هر دو طرف قابل رویت می شود.مثال های علمی ونمونه ،عبارت از بافت هایی است که توسط اسفالریت ،روتیل کاستریت،سینابر،تترائدریت-تنانتیت ارائه می شود.
اچ کردن نمونه
اچ کردن etching شیمیایی برای شناسایی کانی استفاده می شده است(شورت short 1940) با این که میکرسکوپی الکترونی تا حد زیادی جانشین این روش شده است ولی کنده کاری شیمیایی هنوز در آشکار سازی ساخت کاربرد دارد .رامدور Ramdohr (1980) نشان می دهد که اچ کردن شیمیایی از جهت آشکار سازی ناحیه بندی zoning دو قلویی(ماکل دار شدن)وکناره دانه ودر هنگام نیاز به آنالیزه های مدال- در صورت اضافه شدن فازهای کانیایی مناسب است.برای اطلاعات بیشتر درباره این روش ،به فصل 8- جدول کانی ها- ونتایج معین و ویژه ای که راجع به کانی های خاص ذکر شده رجوع کنید.
قالب دانه ها Grain mounts
ممکن است با ریخت ذرات یا دانه های کانی در یک چسب اپوکسی یا قالبی پلاستیکی وبرش صیقل دادن آنها به همان صورتی که شرح داده شد نمونه را آماده وسپس به بررسی آن پردازند.
نگاه داری نمونه
با توجه به صرف زمان ، دقت ،توجه ورسیدگی وصرف هزینه برای تولید یک نمونه مناسب جهت مطالعه وبررسی ونهایت بی توجهی وسهل انگاری خواهد بود اگر بر اثر نگاه داری غیر اصولی ونادرست ،آن نمونه خراب گردد. در اهداف وپروژه های تحقیقاتی باید بلافاصله وبه محض آماده شدن هر نمونه ای که تهیه آن ضروری می شود،آن نمونه مورد مطالعه وعکس برداری قرار گیرد.هر چند، بیشتر مردم معمولاً تعدادی از نمونه ها یا همه آنها را برای مدت زمان قابل توجهی نگاه می دارند وزمانی که اکسیده ،کدر ویا دچار دگرسانی ثانوی مربوط به زمان شدند ،مجبور می شوند آنها را دوباره صیقل نمایند .به جهت کاستن از این فرایندهای ثانوی ،غالباٌ نمونه ها در محیطی خشک وعاری از گردو غبار نگهداری می شود .کابینت ویا قفسه های مناسب نگهداری نمونه که در مراکز خاص خرید می توان به آنها دست یافت،هوا گرد وغبار را تا اندازه ای از محیط نمونه ها خارج می کنند یا اصلاً مانع ورود آنها به کابینت می شوند.
کابینت های می توانند وسیله یا ماده خشک کننده desiccation medium (ژل سیلیس) ودرهای پوشیده با لاستیک داشته باشند .کابینت ها این امکان را فراهم آورده که نمونه های صیقلی شده بدون کوچکترین آسیب وزیانی طبقه بندی وجابجا شوند.
انواع مواد ساینده :
1- کاربید سیلسسیم
2- اکسید آلومینیوم
3- نیترید بور مکعبی
انواع ابزار ساینده :
1- چرخ سنباده
2- ورقه های ساینده
3- دانه های آزاد ساینده
مشخصات چرخ
1- نوع ساینده
2- اندازه دانه
3- درجه ÷یوند
4- ساختار
5- نوع چسب
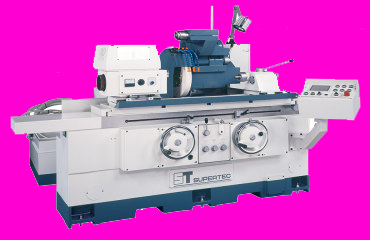
CYLINDRICAL GRINDING سنگ زنی استوانه ای
CYLINDRICALGRINDING سنگ زنی استوانه ای
EXTERNAL GRINDING سنگ زنی سطوح خارجی
INTERNAL GRINDING سنگ زنی سطوح داخلی
حرکات اصلی در سنگ زنی محوری :
1- چرخش قطعه کار به دور میله
2-چرخش سنگ سنباده
3- حرکت به داخل و خارج قطعه کار
4- حرکت عرضی چرخ روی قطعه کار
چه قطعاتی برای سنگ زنی محوری مناسب می باشند:
1- شفتهای پله ای گرد(با سطوح پله ای یا قطر های متفاوت)
CYLINDRICAL GRINDING OF ROUND STEPPED SHAFTS
2- قطعاتی با سطوح استوانه ای مختلف المرکز
CYLINDRICALGRINDING OF GRANKPINS
3- قطعات حلقوی که به سطوح داخلی و خارجی هم مرکز نیازمندند
CYLINDRICAL GRINDING OF RINGS
4- قطعات ساتوانه ای که نیاز به سنگ زنی شعاعی یا شیار زنی دارند
CYLINDRICAL GRINDING OF GROVES
EXTERNAL GRINDING سنگ زنی سطوح خارجی
ماشین سنگ گرد سای ساده
ماشین سنگ گردتراش مبنا
ماشین سنگ بدون مرغک
ماشین سنگ گرد سای مبنا
سنگ زنی بدون مرغک
چرخ سنباده
قطعه کار
چرخ تنظیم (چرخ تغذیه)
تیغه کارگیرفوقانی زاویه دار
انواع ماشینهای سنگ زنی داخلی
١- ماشین سنگ توسای مهاری تغییر شکل قطعه در اثر فشار زیادانتخاب ساز وکار صحیح کار گیر
۲- ماشین سنگ توسای بدون مرغک باتکیه گاه غلتکی ایجاد سوراخهای بسیار دقیق هم مرکز بودن قطر داخلی و خارجی
۳- ماشین سنگ توسای با تکیه گاه کفشکی کاهش لرزش سنگ زده شده سرعت دورانی کم
روشهای سنگ زنی داخلی
1- بی مرغک با تکیه گاه کفشکی
۲- سنگ تو سای مهاریی( نظام دار)
۳- بی مرغک با تکیه گاه غلتکی
نکاتی در رابطه با سنگ زنی
1-از کاربردهای سنگ زنی برطرف کردن ناهمواریهای سطوح قطعات (پلیسه گیری) -به دست اوردن دقت ابعادی وافزایش کیفیت سطح وتیز کردن ابزارها می باشد.
2- به یاد داشته باشیم سنگ زنی سنتی همواره تنش پسماند در قطعه کاربوجود می اورد.
3-سنگ های سمباده از ذرات گوشه داروتیز که با چسب مخصوصی بهم متصل شده اند ساخته می شوند.ذرات کند وساییده شده بایستی از چسب جدا شده و جای خود را به دانه های تیز بدهند.
4-جنس سنگ سمباده از اکسیدالومینیوم -سیلسیم-کربور سیلسیم-کربوربر می باشد.
5-ساختمان سنگ های سمباده به اندازه دانه ها وضخامت سنگ بستگی دارد.
6-اگر سرعت محیطی سنگ سمباده از حالت بهینه کمتر انتخاب شود سایش ان افزایش می یابد.
7-اگر طول قوس تماس بین سنگ سمباده و قطعه کار افزایش یابد سرعت محیطی سنگ سمباده باید کاهش یابد.
8-در عملیات سنگ زنی استوانه ها اگر پیشروی طولی به ازای یک دور چرخش کامل برابربا دو سوم عرض سنگ سمباده انتخاب شود بهترین کیفیت سطح حاصل می شود.
9-سرعت محیطی سنگ سمباده با توجه به نوع چسب سنگ محدود می گردد.
10-در عملیات سنگ زنی با توجه به اینکه ضخامت براده کم است اما توان براده برداری بالاست.
11-در عملیات سنگ زنی بیشتر حرارت تولیدی به قطعه کار می رسد ولی در عملیات تراشکاری بیشتر حرارت تولیدی به براده می رسد.
12-سختی و نرمی سنگ مربوط به مقاومت جدا شدن دانه ها از سنگ می باشد.
13-سنگ سمباده با ذرات ریز برای فلزات سخت و سنگ سمباده با ذرات درشت برای فلزات نرم بکار برده می شود.
14-سنگ های نرم را برای فلزات سخت وسنگ های سخت را برای فلزات نرم بکار می برند.
15-بر خلاف عمل تراشکاری در سنگ زنی مولفه شعاعی نیرو تقریبا 2برابر مولفه مماسی نیرو می باشد.
16-اگر از مایع خنک کننده استفاده شود مقدار مولفه مماسی کاهش می یابد.
17-در عملیات سنگ زنی سطوح تخت با افزایش پیشروی مولفه افقی نیرو افزایش می یابد.
18-با افزایش پیشروی و عمق برش در هنگام سنگ زنی گرد سایی مولفه مماسی نیرو افزایش می یابد.
19-مولفه های نیروی برشی در عمل سنگ زنی نسبتا کوچک اند.از ابن رومقاومت و صلبیت ماشین نسبت به تغییر شکل قطعه کار در حین عمل سنگ زنی از اهمیت کمتری برخوردار است.
20-انواع چسب مورد استفاده در سنگ سمباده عبارتند از چسب های معدنی-چسب های سرامیکی و چسب های
باکلیتی .از چسب های باکلیتی به دلیل مقاومت زیاد در دماهای بالا در سرعت های بالاتری نسبت به دو چسب دیگر استفاده می شود.از چسب سرامیکی در سرعت های بالاتری نسبت به چسب معدنی استفاده می گردد.
21-سنگ زنی دقیق شامل دو عملیات هونینگ و لپینگ می باشد.عملیات هونینگ مربوط به سنگ زنی سطوح داخلی سوراخ ها می باشدو عملیات لپینگ شامل سنگ زنی سطوح خارجی قطعات می باشد مانند لپینگ سطح خارجی یک کره.